





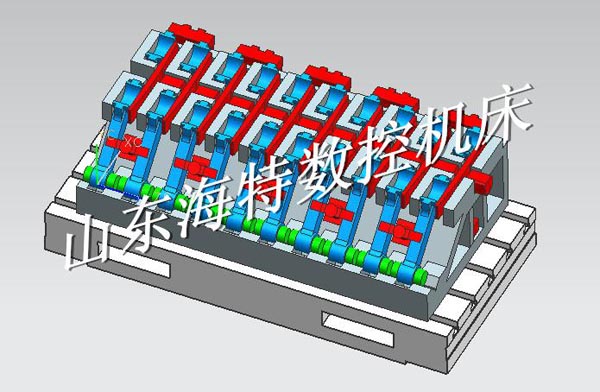


這是典型的發動機連杆,用立式加工中心加工它,核心(xīn)是要(yào)解決 “單主軸方向需多次裝夾” 的局(jú)限,通過優化裝夾方案(àn)和工藝路線來控製變形、保(bǎo)證精度。
立式加工(gōng)中心專屬工藝要點
- 裝夾精度控製
- 每(měi)次裝夾後用百分表找(zhǎo)正(zhèng)基準,確保定位精度≤0.01mm。
- 翻麵裝夾時,等(děng)高(gāo)塊需定期校準(zhǔn)高度(dù),保證兩端麵平行度。
- 合裝大頭時,用扭矩扳手均勻預緊(jǐn)螺栓(shuān)(預緊力按工藝要求),防止(zhǐ)大頭孔變形。
- 變形控製
- 粗(cū)加(jiā)工後必須進行人工時(shí)效(200~250℃保溫 2~4h),消除殘餘應力。
- 精加工(gōng)采用 “微量切削” 策略,減少熱變(biàn)形與力變形。
- 夾緊力分級:粗加工夾緊力大(保證剛性(xìng)),精加工夾緊力小(防變形)。
- 精度保障
- 批量加工時,每隔 5 件(jiàn)用三坐標檢測關(guān)鍵尺(chǐ)寸(中心距、平行度、圓度),及(jí)時調整刀具補償。
- 精鏜(táng)孔時,利用立式(shì)加工中心的(de)刀具半徑補償和坐標係補償修正(zhèng)刀具磨(mó)損與定位誤差。
