




每台數控加工中心出廠前都要進行精度檢測,調試一段時間,由於在路途中道路顛簸,客戶收到設備安(ān)裝調試後需要重(chóng)新進行(háng)精(jīng)度檢測,所以多了解一些數(shù)控加工(gōng)中心精度檢測方法,對以後過程中出現誤差可以(yǐ)自行檢(jiǎn)測,及時發現誤差(chà)。
數控加工(gōng)中心的精度主要包括幾何精度、定位精度和切(qiē)削精度。山東菠萝蜜视频在线观看數(shù)控加工中心廠家根據在(zài)日常工(gōng)作中所積累(lèi)的(de)經(jīng)驗,就(jiù)這些(xiē)精度的檢測項目、檢測方法及注意事項進行綜合的說明。
1 數控加工中心的幾何(hé)精(jīng)度
數控加工中(zhōng)心(xīn)的幾何精(jīng)度反映數控加工(gōng)中(zhōng)心的關鍵(jiàn)機械(xiè)零部件(如床身、溜板、立柱、主(zhǔ)軸箱等)的幾何形(xíng)狀誤差及其組裝後的幾何形狀誤差(chà),包(bāo)括工作台麵的平麵度、各坐標方向上移動的(de)相互(hù)垂(chuí)直度、工作台麵X、Y坐標方向上移動的平行度(dù)、主(zhǔ)軸孔的徑向圓跳動、主軸軸向(xiàng)的竄動、主軸箱沿z坐標軸心線方向移動時的主軸線平行度、主(zhǔ)軸在z軸坐標方向移動的直線度和主軸回轉(zhuǎn)軸心線對工作台麵的垂直度等。
常用檢測工(gōng)具有精(jīng)密水平尺、精密方箱、千(qiān)分(fèn)表或測(cè)微表、直(zhí)角儀、平尺、高精度主(zhǔ)軸芯棒及千分表杆磁力(lì)座等。
1.1 檢測方法:數控加工中(zhōng)心(xīn)的幾(jǐ)何精度的檢測方法與普通機床的類似,檢測要求較普通(tōng)機床的要高。
1.2 檢測時的注意事項:
(1) 檢測時,數控加工中心(xīn)的(de)基座應已完全(quán)固化。
(2) 檢測時要盡量(liàng)減小檢測(cè)工具與檢測方法的誤差。
(3) 應按照相關的國家標準,先接(jiē)通數控(kòng)加工中心電(diàn)源對(duì)數控加工中心進行預熱,並讓沿數控加工中心各坐標軸往複運動數次,使主軸以中速運(yùn)行數分鍾後再進(jìn)行。
(4) 數控加工中心幾何精(jīng)度一般比普通數控加工(gōng)中心(xīn)高。普通數控加工中心用的(de)檢具、量(liàng)具,往往因自(zì)身精度低,滿足不了(le)檢測要求。且所用檢測工具的精度等級要比被測的幾何精度高一級。
(5) 幾何精(jīng)度必須在數控加(jiā)工中心精(jīng)調試(shì)後一次完成,不得調一項測一項(xiàng),因為有些幾何精度是相互聯係與影響(xiǎng)的。
(6) 對大型數(shù)控加工中心還應實施負荷試驗,以檢驗數控加工(gōng)中心是否達到設(shè)計承載能力;在負荷狀(zhuàng)態下各機構是否正常工作;數控加工中心的工作平穩性、準確性、可靠性是否達標。
另外,在負荷試驗前後,均應檢(jiǎn)驗數控加工中心的幾何精度。有關工作精度的試驗應於負荷試驗後完成。
2 數控加工中心的定位精度
數控加工中心的定位精度,是(shì)指所測數控加工中心運動部件(jiàn)在數控係統(tǒng)控製下運動時所(suǒ)能達到的位置精度。該精度與數控加(jiā)工中(zhōng)心的(de)幾何精度一樣,會對數控加工中心切削精(jīng)度產生重要影(yǐng)響(xiǎng),特別(bié)會(huì)影(yǐng)響到孔(kǒng)隙加工時的(de)孔距誤(wù)差(chà)。
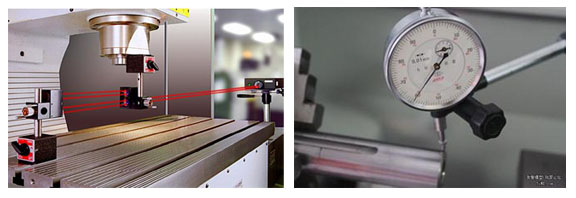
測量(liàng)直線運動的檢測工(gōng)具有:標準長(zhǎng)度刻線尺、成(chéng)組塊規、測微(wēi)儀、光學讀數顯微鏡及雙頻(pín)激光幹涉儀等。標準(zhǔn)長度測(cè)量以雙頻激光幹涉儀(yí)的測量結果(guǒ)為準。回轉運動檢測工具有360齒精密分度的標準轉台或角度多麵體、高精度(dù)圓光柵和平行光管等。目前通用的檢測儀為(wéi)雙頻激光幹涉儀。
2.1 檢測方法(用雙頻(pín)激光幹涉(shè)儀時)
(1)安裝與調節(jiē)雙(shuāng)頻激光幹涉儀。
(2)預熱(rè)激光儀,然後輸入(rù)測量參數。
(3)在數控加工中心處於運動狀態(tài)下對數控加工中心的定位精度進行(háng)測量。
(4)輸(shū)出數據處理結果。
2.2 檢測時的注(zhù)意事項:
(1)儀器在使(shǐ)用前應精(jīng)確校正。
(2)螺距誤差(chà)補償,應在數控加工中心幾(jǐ)何精度(dù)調整結束(shù)後再進行,以減少幾何精度對定位精度的影響。
(3)進行螺距誤差補償時應使用高精度的檢測儀器(如激光幹涉儀),以(yǐ)便先測量再補償,補償後還應再測量,並應按相應的分析(xī)標(biāo)準(VDI3441、JIS6330或GB10931-89)對測量數據進行分析,直到達到數控加工中心的定位精度要求。
(4)數控加工中心(xīn)的螺距誤差補償方式包括線性軸補償和旋轉軸(zhóu)補償這兩種方式,可(kě)對直線(xiàn)軸和旋轉工(gōng)作台的定位精度分別補償(cháng)。
3 切削精度檢查(chá)
數控加工中心切削精度的檢查,是在切削加工(gōng)條件下對數控加工中心幾(jǐ)何精度和定位精度的綜合檢查,包括單項加(jiā)工精度檢查和所(suǒ)加工的鑄鐵試樣的精度檢查(硬質(zhì)合金刀具(jù)按標準切削用量切削)。檢查項目一般包括(kuò):鏜孔尺寸精度及表麵粗糙度、鏜(táng)孔的形(xíng)狀及孔距(jù)精度、端銑刀銑(xǐ)平麵的精度、側麵銑(xǐ)刀銑側麵的直線(xiàn)精度、側麵銑刀銑側麵的圓度精度、旋轉軸轉900側麵銑刀(dāo)銑削的直角精度、兩軸聯動精度等。
