




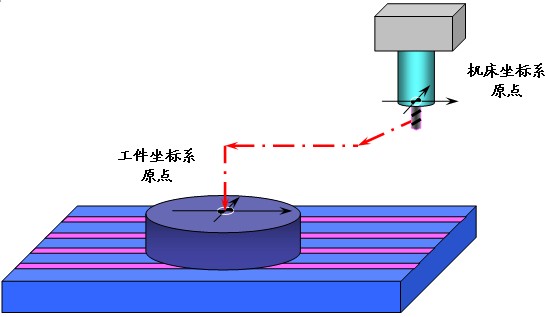
加(jiā)工中心工件坐標係是編程人員在編寫程序時,在工件上建立的坐標係,其原(yuán)點即為工件原點(也稱(chēng)工(gōng)件零(líng)點或編程原點(diǎn))。理論上是由編(biān)程人員任意設定的,但實際上,它是編(biān)程人員根據零件特點為了編程方便以及尺寸的(de)直觀性而設定的。選擇 加工中心(xīn)工件(jiàn)坐(zuò)標係時一般應遵(zūn)循如下(xià)原則:
a)盡(jìn)可能(néng)將工(gōng)件原點選擇在工藝(yì)定(dìng)位基準(zhǔn)上,這樣有利於加工精度(dù)的提高;
b)盡量將工件原(yuán)點選擇(zé)在零件的(de)尺寸基準上(shàng),這樣(yàng)便(biàn)於坐標值的(de)計算,減少錯誤(wù)率(當尺寸基準與工藝基準(zhǔn)不重合時,則要考慮由基準不重合產(chǎn)生的誤差);
c)盡量選在精度較高的工件表麵上,以提高被加工零件的加工精度;
d)對於對稱零件,應設在對(duì)稱中心(xīn)上,一般(bān)零件應設在工件(jiàn)輪廓某一角上,且Z軸方向上原點一般設在工件表麵;
e)對於(yú)臥式加工中心*好把(bǎ)工件原點設在回轉中心上,即設置在(zài)工作台回轉中心與Z軸連線的適當位置(zhì)上;
f)應將刀(dāo)具起點和編程(chéng)原點設在同一處(chù),這樣可以簡化程序,便於計算,提高加工精度;
對一般零件,僅按(àn)上述(shù)原則(zé)確定工件坐標係(xì),即能保證其加工精度。但對於複雜、特殊零件,就要綜合考慮各種(zhǒng)因素對加工精度的影響。
1、 在(zài)立式加工中心上加工畸形工(gōng)件
根據畸形(xíng)工件的結構(gòu)特點,往往在一個零件上要選擇(zé)兩個或兩個以上的坐(zuò)標係,這時就要根據零件的形狀特征、夾緊方式及各加工部位(wèi)的精(jīng)度高低(dī)等因素綜合考慮:
a)建立幾個坐標係;
b)先加工哪個(gè)坐標係(xì)的哪個表麵才能提高整
個(gè)零件(jiàn)的加工精度;
c)坐標係間定位尺寸的精度對各部位加工精度的(de)影響(某些定位基準可能(néng)不在工件(jiàn)上)。
2、 在(zài)臥式加工中心上加工箱體類零件
根據箱體類零件的結構特點,不(bú)僅除(chú)上下底麵之外的四個側麵(miàn)需要分別建立四個定位坐標係,而且每一側麵上有(yǒu)時還需建立幾個坐標係,這時就必須考慮各加工精度如(rú)何保證。如:
a)機(jī)床回轉中心坐標精度對零件相對兩側麵坐標係的建立來說(shuō),它直接影響兩相對側麵通孔(kǒng)的同軸度;
b)每一側麵上幾個坐標係建立(lì)時,加工(gōng)工序的設計對加工精度的影響;
c)以底麵為基(jī)準的的裝夾精度,直接影響孔軸線相對端麵的垂直(zhí)度;
d)基準底麵精度對(duì)孔的中心高精度的影響。當(dāng)然,零件結構不同,精度要求不同,坐標係的建立也不一樣,不管何種情況都應(yīng)詳細分析優先選用哪一(yī)原(yuán)則或同時兼顧哪幾項原則,才(cái)能有利於保證零件加工精度、提高工作效率,降低加工成本。
