




由於數控加工中心機床具有上述功能,故數控加工程序編(biān)製中,從加工工序的確定(dìng),刀具的選擇,加工路線的安排,到數控加工程(chéng)序的編製,都比(bǐ)其他數控機床要複雜一些。
1)首先應進行合理的工藝分析。由於零件加工工序多,使(shǐ)用的刀具種類多,甚(shèn)至在一次裝夾下(xià),要完成粗加工、半精(jīng)加工與精加工、周密合理地安排各工序加工的順序,有利於提高加工(gōng)精(jīng)度(dù)和(hé)提高生產效率;
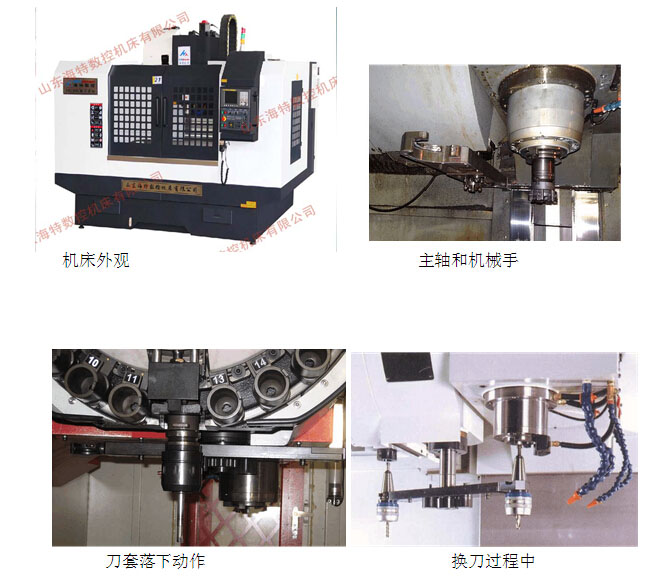
2)根(gēn)據加工批量等情況,決定采用自動換(huàn)刀(dāo)還是手動換刀。一般,對於加工批量在10件(jiàn)以上,而刀(dāo)具*換又比較頻繁時,以采用(yòng)自動換刀為宜。但當加工批量(liàng)很小而使用的刀具種類又不多時,把(bǎ)自動換刀安排到程序中,反而會增加機床調整時間(jiān)。
3)自動換刀要(yào)留出(chū)足夠的(de)換刀空間。有些刀具直徑較大或尺寸較長,自(zì)動換刀時要注意避免發生撞刀事故。
4)為(wéi)提高機床利用(yòng)率,盡(jìn)量采用刀具機外預調,並將測(cè)量尺寸(cùn)填寫(xiě)到刀具卡片中(zhōng),以便於操作者在運行程序前,及時修改刀具補償參數。
5)對於編好的程序,必須進(jìn)行認(rèn)真檢(jiǎn)查,並於加工前安排好試運行(háng)。從編程的出錯率來看,采用手工編程比(bǐ)自動編程出錯率要高,特別是在生產現場,為臨時加工而編程(chéng)時,出錯率*高,認真檢查程序並安排好試運行就*為(wéi)必要。
6)盡量把不同工序內容的程序,分別安排到不同的(de)子(zǐ)程序中。當零件加工工序較多時(shí),為了便於程序的調試(shì),一般將各(gè)工(gōng)序內容分別安排到不同的子程序中,主程序主要完成換刀及子程序的調(diào)用。這種(zhǒng)安排便於(yú)按每一工序獨立地調試程序,也便於因加工順序不合理而做出重(chóng)新調整(zhěng)。
選擇數控加工中心好不好(hǎo)應根據自己實際工作情況來選,看你怎麽用,用在(zài)什麽環境,好不好在於選擇*適合自(zì)己的。
