




1.確定工藝方案及工藝路線
(2)確定加工方法和加工路線(xiàn)。
加工時按先麵後孔,先粗後精(jīng)的原則。B麵用(yòng)端銑刀銑削加工,安排粗銑和精銑各一次。φ60H7孔采(cǎi)用(yòng)三(sān)次鏜削加工,分粗(cū)鏜、半精鏜、和(hé)精鏜三道工序進行(háng)。 φ12H8孔按鑽(zuàn)、擴、鉸方式加工。Φ16孔在φ12孔(kǒng)基礎上再增加锪(huō)孔工序。螺紋孔采(cǎi)用(yòng)鑽孔後攻螺紋的方法加工。螺紋孔和階梯孔(kǒng)在鑽孔(kǒng)前都安排打中心孔工序,螺紋倒角用鑽頭倒角(jiǎo)。工藝(yì)參數見表3-4。
銑(xǐ)削平麵時選用大於工件邊長1/2的銑刀盤(Φ100mm的端麵銑刀),盡量縮短(duǎn)走刀路線。
(3)選擇切削用(yòng)量(liàng)。可根據有關手冊查出所需的切削用量,見表3-4.
表3-4 端蓋工藝規程
| 工序 | 工序內容 | 刀具號 | 刀具規格 | S(r/min) | F(mm/min) |
| 1 | 粗銑B平麵留餘量0.5 | T01 | Φ100mm端銑刀 | 300 | 70 |
| 2 | 精銑B平麵(miàn)至尺寸 | T13 | Φ100mm端(duān)銑刀 | 350 | 50 |
| 3 | 粗鏜(táng)φ60H7孔至φ58 | T02 | 鏜刀 | 400 | 60 |
| 4 | 半精鏜φ60H7至φ59.95 | T03 | 鏜刀 | 450 | 50 |
| 5 | 精(jīng)鏜φ60H7至尺寸(cùn) | T04 | 精鏜刀 | 500 | 40 |
| 6 | 鑽2×φ12H8及2×M16中心孔 | T05 | Φ3中心鑽(zuàn) | 1000 | 50 |
| 7 | 鑽(zuàn)2×φ12H8至(zhì)φ10 | T06 | Φ10鑽(zuàn)頭 | 600 | 60 |
| 8 | 擴2×φ12H8至φ11.85 | T07 | Φ11.85擴孔鑽 | 300 | 40 |
| 9 | 锪2×φ16至尺寸 | T08 | Φ16階梯銑刀 | 150 | 30 |
| 10 | 鉸2×φ12H8至尺寸 | T09 | Φ12H8鉸刀 | 100 | 100 |
| 11 | 鑽2×M16底孔至φ14 | T10 | Φ14鑽頭 | 450 | 60 |
| 12 | 倒2×M16底孔端角 | T11 | Φ18鑽頭 | 300 | 60 |
| 13 | 攻(gōng)2×M16螺紋孔 | T12 | M16機用絲錐 | 100 | 200 |
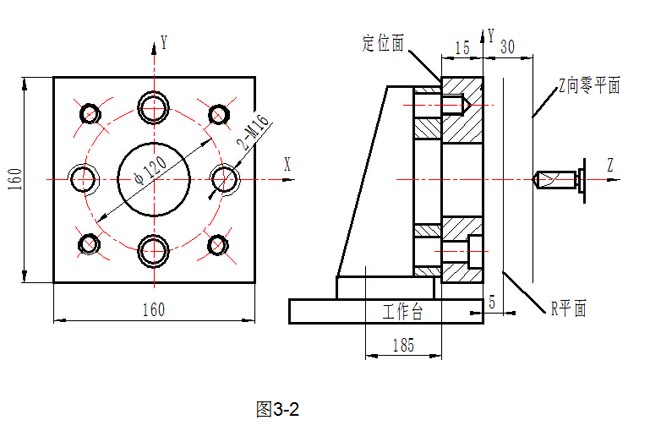
(1)選擇φ60H7孔為X、Y坐標係原點,距離B麵30mm處為工(gōng)件(jiàn)坐標係Z0(初始)平麵,距離B麵5mm處為R點平麵,如圖3-2所示(shì)。
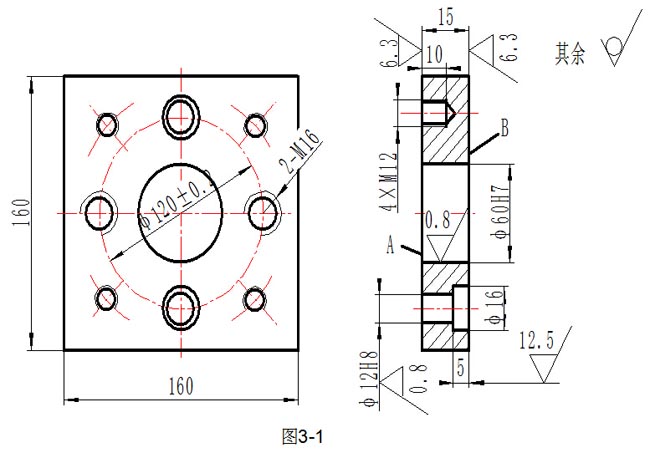
(2)計算刀具軌跡的坐標參考圖3-1。
(3)按工藝路線和坐標尺寸編(biān)製加工程序。
3.加工程序
G54
G28 Y50. M06 T01
G90 G00 X0 Y0
X-135. Y45.
S300 M03
G43 Z-29.5 H01
G01 X75. F70(粗銑平麵加(jiā)工)
Y-45.
X-135.
G00 G49 Z0 M05
G28Y50 M06 T13(換精(jīng)銑刀)
G00 X0 Y0
X-135. Y45.
G43 Z-30. H13 S350 M03
G01 X75. F50(精銑平麵(miàn)加工)
Y-45.
X-135.
G00 G49 Z0 M05
G28 Y50. M06 T02(換粗鏜刀(dāo))
G00 X0 Y0
G43 Z0 H02 S400 M03
G98 G81 Z-52. R-25.F60(粗鏜(táng)φ60H7孔)
G00 G49 Z0 M05
G28 Y50. M06 T03(換半精鏜刀)
G43 Z0 H03 S450 M03
G98 G81 Z-52.R-25.F50(半精鏜φ60H7孔)
G00 G49 Z0 M05
G28 Y50. M06 T04 (換精鏜刀)
G43 Z0 H04 S500 M03
G98 G76 Z-52. R-25.Q0.2 P200 F40(精鏜φ60H7孔)
G00 G49 Z0 M05
G28 Y50. M06 T05(換中心鑽)
X0 Y60.
G43 Z0 H05 S1000 M03
G99 G91 Z-35. R-25. F50
X60. Y0
X0 Y-60.
X0. Y-60
G00 G49 Z0 M05
G28 Y50. M06 T06(換φ10鑽(zuàn)頭(tóu))
X0. Y60
G43 Z0 H06 S600 M03
G99 G81 Z-50. R-25. F60
Y-60.
G00 G49 Z0 M05
G28 Y50. M06 T07(換φ11.85擴(kuò)孔鑽)
X0. Y-60
G43 Z0 H07 S300 M03
G99 G81 Z-50. R-25 F40
Y60.
G00 G49 Z0 M05
G28 Y50. M06 T08(換階梯(tī)孔銑刀)
X0. Y-60
G43 Z0 H08 S150 M03
G99 G82 Z-35. R-25. P2000 F60
Y60.
G00 G49 Z0 M05
G28 Y50. M06 T09(換鉸刀)
X0. Y-60
G43 Z0 H09 S100 M03
G99 G86 Z-70. R-25. F100
Y60.
G00 G49 Z0 M05
G28 Y50. M06 T10(換φ14鑽頭)
X60 Y0.
G43 Z0 H10 S450 M03
G99 G81 Z-50. R-25. F60
X-60.
G00 G49 Z0 M05
G28 Y50. M06 T11(換(huàn)倒角鑽頭)
X60 Y0.
G43 Z0 H11 S300 M03
G99 G82 Z-35. R-25. P1000 F60
X-60.
G00 G49 Z0 M05
G28 Y50. M06 T12(換絲錐)
X60 Y0.
G43 Z0 H12 S100 M03
G99 G84 Z-60. R-25. F200
X-60.
G00 G49 Z0 M05
X0 Y0
M30
