




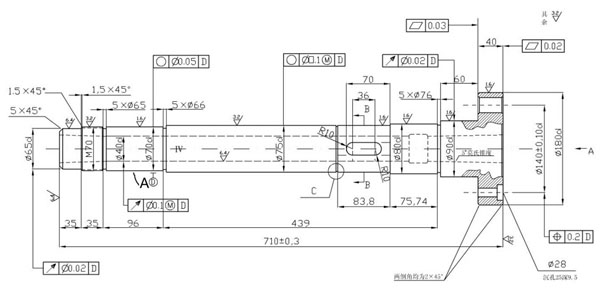
數控(kòng)加工中心屬於高精度設備,所以它的加工精度(dù)極(jí)其重要(yào),工件能否達到加工要求就取決於數控加工中心本身的精度,而決定數控加工中心加工質量的就是它的主軸。數控加工中心主軸是把旋轉運動(dòng)及扭矩通過主軸端部的夾具傳遞給工件和刀具,要求(qiú)有(yǒu)很高(gāo)的強度及回轉精度,其結構為空心階梯軸,外圓表麵有花鍵、電鍵等(děng)功能槽及螺紋。所以,生產主軸的工藝以(yǐ)及加工方法(fǎ),對整個數控加工中心加工來說(shuō)都有著非常重要的作用。
數控加工中心主軸的加工工藝路線大致為,首先需要進行圖紙分析,確定切削表麵,然後進行表麵粗糙度分析,確定每個加工表麵的加工精度,以(yǐ)確定切削(xuē)加工方法。*後根據加工零件的毛坯、熱處(chù)理要求、批量(liàng)生產大小以及加工(gōng)條件來合理安排其(qí)他加工工序。
1 主軸毛坯選擇
毛坯的選擇要(yào)根據製造零件(jiàn)的用途以及生(shēng)產類型來確(què)定。主軸零件要求材料具有良好(hǎo)的機械強度、韌性和(hé)耐磨(mó)性。這些性質是(shì)通過熱(rè)處理方法實現的。因此要求材(cái)料具有良好的淬火硬度,同時保持材料內在的韌(rèn)性。低碳合金鋼的韌性優於中碳鋼(gāng),故常用於(yú)重載、高速的工作環境中。氮化鋼具有淬火變形小的特點,因此精密主軸常使用此種材料作為毛坯件。
毛坯主要包括兩類形式:棒料(liào)和鍛件。棒料主要用於單(dān)件小批量生產零件,外圓尺寸(cùn)變化不大或(huò)光軸零件(jiàn)也常使用棒料毛坯。由於鍛造過程中的金屬纖維化提高了材料的機(jī)械性能,因此(cǐ)提高(gāo)了材料的抗(kàng)拉、抗彎及抗扭強(qiáng)度,所以多數主軸毛坯采用鍛件。
2 主軸材料熱處理
合理選擇加工材(cái)料且合理安排熱處理工序對於保障主軸(zhóu)力學性(xìng)能極其切削加工性能具有重要作用。一般數控加工中心的主軸用45鋼。數控加工中心主軸熱處(chù)理工序主要包括:(1)毛坯熱處理,數控加(jiā)工中心主軸毛坯熱處理主要目的(de)是消除毛坯(pī)的(de)鍛造應力,使材料的金相(xiàng)組織*加均勻,利於之後(hòu)的切削加工工序(xù)。
(2)預備熱處理,在進行粗加工和精加工之前,需要進行材料(liào)的調質熱處(chù)理,以便(biàn)獲得均勻細密的回火索氏體組織,提高力學性能(néng)。(3)*終熱處理,在半精(jīng)加工之後,精加工之(zhī)前常加入*終熱處理步驟,精度要求較高的主軸(zhóu),在淬火回火(huǒ)後還要進行定性處(chù)理,定性處理(lǐ)的目的是消除加工的內應力,提高主(zhǔ)軸的尺寸穩定性,使它能長期保持精度。定性處理是在精加工之後進行(háng)的,如低溫人工時效或水冷處理。
3 加(jiā)工工序劃(huá)分
3.1 粗(cū)加工階段(duàn)
粗(cū)加工階段包括(kuò)毛坯處理、粗加工等步驟。毛坯的處理包(bāo)括毛坯備料、毛坯鍛造和正火三個工序。粗加(jiā)工包括銑端麵、鑽中心孔及粗加工外圓等工序。粗(cū)加工階(jiē)段的主要目的是用*大的切削用量切(qiē)除毛坯大部分的切削餘量,將毛坯加工到接近工件的*終形狀和(hé)尺寸,留下少量的加工餘量。
3.2 半精加工階(jiē)段
半精加工階段包括半精加工前熱(rè)處理和半(bàn)精加工兩方麵。半精加工前熱(rè)處理(lǐ)是對主軸進行調質(zhì)處理,使其達到220~240 HBS。半精加工包括車(chē)定位錐孔、半精車外(wài)圓端麵(miàn)及鑽深孔等(děng)工序。半精加工階段的主要目的是為精加工階(jiē)段做基麵(miàn)準備,為了滿足後麵的淬火要(yào)求,需將半精加工(gōng)表麵的切削餘(yú)量至少為2 mm。對於精度(dù)要求不高的端麵可以在這個階段加工到圖樣規定的要求。
3.3 精加工階段
精加工階段包括精加工前熱處(chù)理、精加工前的準備加(jiā)工和精加工(gōng)等步(bù)驟。精加工前熱處理主要是(shì)進行局部高頻(pín)淬火處理。然後進行粗磨定位錐麵、粗磨外圓、銑鍵槽和花鍵槽等工序(xù)。*後進行精加工,粗(cū)磨外圓、外錐麵以及內錐孔,保證重要(yào)表麵的加工精度。這一階段的主要目(mù)的是(shì)將各個表麵加工到圖紙所規定的(de)加工要求。因此粗加工、半精加工以及精加工均是以(yǐ)熱處理作為加工階段(duàn)劃分的邊界。
4 加工順序需注(zhù)意事項(xiàng)
在(zài)進行軸類零件(jiàn)加工時,前一工(gōng)序需(xū)為後一(yī)工(gōng)序準備(bèi)好定位基準。粗(cū)加工和精加工工序的定位(wèi)基準選擇以後,加工的順序也(yě)就大致確定了。在機械加工(gōng)工序過程中(zhōng)加入必要的熱處理工(gōng)序,使得數控加工中心主軸加工工藝路線可(kě)基(jī)本確定為:毛坯製造—正火—車端麵鑽中心孔—粗車處理—調質(zhì)處理—半精(jīng)加工(gōng)表麵(miàn)淬火處理—粗、精磨外圓錐麵—磨錐孔。在進行加工工序確定時,需注意以(yǐ)下幾個問(wèn)題。
第一,進行外圓加工順序的安排時,應(yīng)先加工大直徑外圓,再加工小直徑外圓,以免降低主軸剛度。
第二,基準*好統一,加工過程*好統(tǒng)一選擇頂尖作為定位(wèi)基準,避免使用(yòng)錐堵,因此將深孔加工工序安排在*後,另一(yī)方麵由於深孔加工(gōng)為粗加工工序,需要將大量金屬切除,容易造成主軸變形,因此深孔加工*好在粗車外圓之(zhī)後進行。
第三(sān),花鍵槽和鍵槽*好安(ān)排在精車之後,粗磨之前。如果在精(jīng)車之前加工鍵槽,就會使得(dé)車削加(jiā)工不連續(xù),易於損壞刀具。另一(yī)方麵(miàn)鍵槽(cáo)的表麵精度很難控製,為了避(bì)免在加工過(guò)程中主軸主要表麵受到損壞(huài),因此將鍵槽加工工序放在主要表麵加工之前(qián)進行。
第四(sì),由於主軸的(de)螺紋與主軸軸頸有同軸度要(yào)求,且半精加工階段易產生應力(lì)及熱處理變形等影響,另一方麵(miàn)為了避免在加工螺紋過程中損傷(shāng)已(yǐ)經精加工(gōng)的主要表麵,因此將螺紋(wén)加工放在淬火處理之後的精加工(gōng)階段進行。
第(dì)五(wǔ),由於(yú)數控加工中心主軸的加工要求很高,因此在加工過程中需要進行多次檢驗(yàn)工序。各個檢驗工序(xù)需設置(zhì)在各個加工階(jiē)段的前後以及重要加工工(gōng)序的前後進行(háng),精確度要求較高的零件可以安(ān)排探傷(shāng)工序。
主軸是數控加工中心的核心部件,其加(jiā)工質量的好壞直接影響(xiǎng)著數控加工中心的工作效果及(jí)工作效(xiào)率,因此在加工過程中需要根據數控(kòng)加(jiā)工中心的工作條件和工藝要求(qiú),製定合理有效的加工工藝和熱處理方案(àn)。近幾年來數控加工飛速發展,在數控(kòng)加工中心主軸的加工過程中可以借助數(shù)控加工等設備,利(lì)用數控生產能夠有效提高生產效率及零件加工精度,在(zài)機(jī)械工裝方(fāng)麵可以自製(zhì)加緊套和錐度套(tào)等,以進一步滿(mǎn)足加工要(yào)求。
